


高压水清洗在液位变送器上的应用
摘要:铸造多路阀是工程机械主机的控制元件,主要零件之一是液位变送器。而液位变送器清洁度是铸造多路阀制造中的关键特征点,也是加工难点之一。该文对液位变送器进行高压清洗机清洗工艺验证,确定了高压清洗机的清洗、去刺能力。
0引言
铸造多路阀是工程机械主机的控制元件,主要零件之一是液位变送器,其结构复杂,超声波清洗、低压水射流清洗、低压喷淋清洗、浸洗、漂洗等一般清洗方式无法清洗彻底,而清洁度是造成液压系统失效的重要因素之一。研究液位变送器的清洗技术,提高液位变送器清清洁度,提升铸造多路阀工作性能及使用寿命,提高市场竞争力,具有较强的推动力。
1概述
液位变送器清洁度是铸造多路阀制造中的关键特征点,也是加工难点之一。而液位变送器形状复杂,盲孔、深孔、斜孔、交叉孔,孔种类及数量多,孔内、沉割槽残留较多机加工后铁屑,同时铸件表面有粘砂、氧化皮、锈蚀等,都应清理干净。
高压水清洗是以水为媒介,从高压泵打出高压水,经过管路到达喷嘴,然后把高压力、低流速的水转变成低压力、高流速的水射流,利用它的瞬间冲击力定点、定位连续不断的作用在被清洗工件表面,非常终实现精密清洗的目的,同时可以去除机加工后产生的部分小飞边、毛刺。
2高压水清洗验证
近年来,液位变送器存在清洗清洁度不高、去刺不彻底等质量问题。为了保证阀产品的正常生产,必须提高清洗工序的清洗、去刺质量,因此对液位变送器进行工艺验证。
2.1验证准备
(1)对某产品液位变送器进行机加工、手工去毛刺、过油处理,并附带机加工阀体铁屑一包。
(2)组装、调试好一台高压清洗机,配置平面喷嘴、万能喷嘴、深孔喷嘴各一支。平面喷嘴:通过360度旋转移动,清洗工件的表面;万能喷嘴:清洗阀体6个表面的孔可以插孔清洗,精度高,去毛刺效果好;深孔喷嘴:插孔旋转清洗,清洗阀体孔内四壁,主要针对于工件的深孔。
(3)清洗剂的选用及控制,某种水溶性工业清洗剂是一种低碱性的喷淋清洗剂,用于高压工业清洗设备。该清洗剂主要由防锈剂、清洗助剂、有色金属腐蚀抑制剂等组成,具有良好的低泡沫性能,尤其适用于高压去毛刺清洗,对铸铁件有良好的工序间防锈性。清洗剂参数控制:折光仪浓度读数为0.7-1.1,PH>9.5。
(4)设计专用清洗夹具,用于液位变送器高压水清洗,只需要一次装夹就可以做到阀体六个面清洗,效果好、效率高。
(5)内窥镜一个,用于液位变送器毛刺检查;无尘工业用纸若干,用于液位变送器清洁度检查。
2.2验证过程
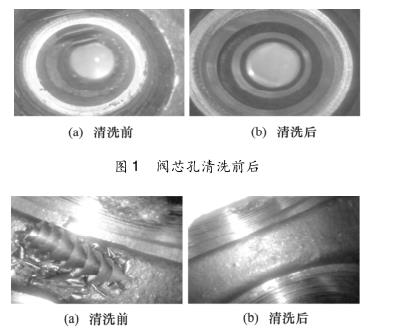
(1)采用无水压喷嘴,空跑程序以便确定编程正确防止撞刀;(2)经过反复多次对液位变送器进行高压清洗机清洗工艺验证,非常终找到适合的清洗压力为20~50MPa,可有效去除孔内、沉割槽残留机加工铁屑,机加工后产生的部分小飞边、毛刺及铸件表面粘砂、氧化皮、锈蚀等;(3)采用内窥镜对液位变送器阀芯孔、相交孔等进行高压水清洗前后毛刺检查,毛刺去除比较彻底;(4)采用无尘工业用纸对液位变送器进行高压水清后清洁度检查,无任何黑色杂质残留附在无尘工业用纸表面;(5)人工向液位变送器的阀芯孔等处撒入铁屑,然后用高压清洗机进行清洗工艺验证,非常后用内窥镜对液位变送器进行高压水清洗前、后铁屑检查,确定铁屑已清洗干净。
2.3验证结果
通过对液位变送器进行高压清洗机清洗工艺验证,确定高压清洗机的清洗、去刺能力如下:
(1)采用无尘工业用纸对液位变送器进行高压水清洗后清洁度检查,无任何黑色杂质残留附在无尘工业用纸表面。后续阀体交第三方进行清洁度检测,清洁度检测报告满足要求;(2)采用内窥镜对液位变送器进行高压水清洗前、后毛刺检查,得出高压水可去除交叉孔0.1~0.3mm微小毛刺,并将毛刺冲出工件;(3)人工向液位变送器的阀芯孔等处撒入铁屑,采用内窥镜对液位变送器进行高压水清洗前、后铁屑检查,得出高压水可将约10mm长铁屑冲出工件。清洗前后的比较见图1~图2。
2.4验证结论
高压水清洗机为机加工或珩铰后清洗设备,主要用于清除液位变送器及相关产品机加工后的切削液、油污、铁屑、铸造型砂等,清洗后工件内外表面,尤其是内部铸造油道内,无液体及其它异物,能够实现7天以上防锈;同时用于清除阀体及相关产品机加工后表面、交叉孔毛刺。
3结束语
液位变送器清洗是铸造多路阀加工制造的关键,今后还需要不断探寻新工艺、新设备,提升液压多路阀清洁度水平。
相关热词搜索: